
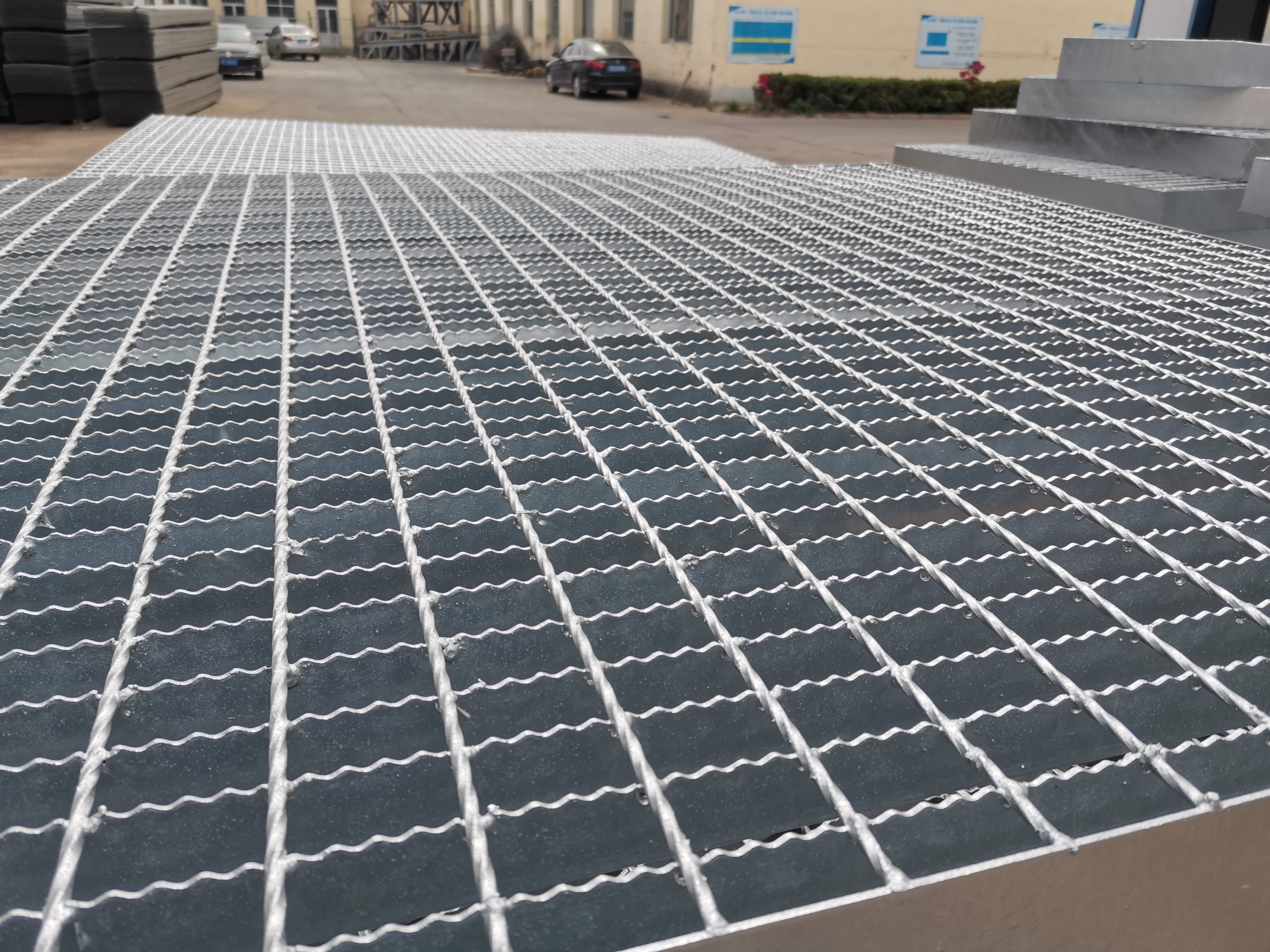
ਸਟੀਲ ਗਰੇਟਿੰਗ ਜਾਲੀ ਪਲੇਟ ਦਾ ਹੌਟ ਡਿੱਪ ਗੈਲਵਨਾਈਜ਼ੇਸ਼ਨ ਸਤ੍ਹਾ ਸ਼ੁੱਧੀਕਰਨ ਤੋਂ ਬਾਅਦ ਸਟੀਲ ਗਰੇਟਿੰਗ ਜਾਲੀ ਪਲੇਟ ਦੇ ਹਿੱਸਿਆਂ ਨੂੰ 460-469 ਡਿਗਰੀ ਪਿਘਲੇ ਹੋਏ ਜ਼ਿੰਕ ਤਰਲ ਵਿੱਚ ਡੁਬੋਣਾ ਹੈ,
ਤਾਂ ਜੋ ਸਟੀਲ ਜਾਲੀ ਪਲੇਟ ਦੇ ਹਿੱਸੇ ਜ਼ਿੰਕ ਪਰਤ ਨਾਲ ਲੇਪ ਕੀਤੇ ਜਾਣ, ਜਿਸਦੀ ਮੋਟਾਈ 5mm ਪਤਲੀ ਪਲੇਟ ਲਈ 65μm ਤੋਂ ਘੱਟ ਨਾ ਹੋਵੇ ਅਤੇ ਮੋਟੀ ਪਲੇਟ ਲਈ 86μm ਤੋਂ ਘੱਟ ਨਾ ਹੋਵੇ।
ਸਟੀਲ ਜਾਲੀ ਪਲੇਟ ਦੇ ਇਸ ਸੁਰੱਖਿਆ ਢੰਗ ਵਿੱਚ ਵਧੀਆ ਖੋਰ ਪ੍ਰਤੀਰੋਧ ਅਤੇ ਲੰਬੀ ਸੇਵਾ ਜੀਵਨ ਹੈ। ਅਤੇ ਕੋਈ ਰੱਖ-ਰਖਾਅ ਅਤੇ ਹੋਰ ਫਾਇਦੇ ਨਹੀਂ ਹਨ।
ਤਾਂ ਫਿਰ ਕਿਹੜੇ ਮੁੱਖ ਨੁਕਤੇ ਹਨ ਜਿਨ੍ਹਾਂ ਵੱਲ ਹੌਟ ਡਿੱਪ ਗੈਲਵੇਨਾਈਜ਼ਡ ਸਟੀਲ ਪਲੇਟ ਪਲੈਨਰਾਂ ਅਤੇ ਉਤਪਾਦਕਾਂ ਨੂੰ ਧਿਆਨ ਦੇਣਾ ਚਾਹੀਦਾ ਹੈ?
ਆਮ ਤੌਰ 'ਤੇ, ਹੇਠ ਲਿਖੇ ਨੁਕਤੇ ਹੁੰਦੇ ਹਨ।
ਹੌਟ-ਡਿਪ ਗੈਲਵੇਨਾਈਜ਼ਡ ਸਟੀਲ ਗਰੇਟਿੰਗਜਾਲੀ ਯੋਜਨਾਕਾਰਾਂ ਅਤੇ ਉਤਪਾਦਕਾਂ ਨੂੰ ਹੇਠ ਲਿਖੀਆਂ ਗੱਲਾਂ ਵੱਲ ਧਿਆਨ ਦੇਣਾ ਚਾਹੀਦਾ ਹੈ:
1: ਸਮੱਗਰੀ ਦੇ ਇਲਾਜ ਦੀ ਦਿੱਖ 'ਤੇ, ਗਰਮ ਡਿੱਪ ਜ਼ਿੰਕ ਦੀ ਪਹਿਲੀ ਪ੍ਰਕਿਰਿਆ ਜੰਗਾਲ ਨੂੰ ਹਟਾਉਣ ਲਈ ਅਚਾਰ ਹੈ, ਅਤੇ ਫਿਰ ਸਫਾਈ ਹੈ। ਇਹ ਦੋਵੇਂ ਪ੍ਰਕਿਰਿਆਵਾਂ ਪੂਰੀਆਂ ਨਹੀਂ ਹੁੰਦੀਆਂ, ਖੋਰ ਝੱਗ ਨੂੰ ਲੁਕਵੀਂ ਸਮੱਸਿਆ ਦੇਵੇਗੀ।
2: ਵੈਲਡ ਕੀਤੀ ਜਾਣ ਵਾਲੀ ਸਟੀਲ ਪਲੇਟ ਨੂੰ ਗੈਲਵੇਨਾਈਜ਼ਡ ਐਸਿਡ ਦੀ ਸਫਾਈ ਪ੍ਰਕਿਰਿਆ ਵੱਲ ਧਿਆਨ ਦੇਣਾ ਚਾਹੀਦਾ ਹੈ ਜੋ ਬਿਨਾਂ ਵੈਲਡ ਕੀਤੇ ਹਿੱਸੇ ਤੋਂ ਅੰਦਰੂਨੀ ਇਮਰਸ਼ਨ ਤੱਕ ਹੁੰਦਾ ਹੈ,
ਪਰ ਵੈਲਡਿੰਗ ਦੌਰਾਨ ਹੋਏ ਛਿੱਟੇ ਨੂੰ ਵੀ ਸਾਫ਼ ਕਰਨ ਦੀ ਲੋੜ ਹੈ। ਵੈਲਡਿੰਗ ਸਲੈਗ ਨੂੰ ਸਾਫ਼ ਕਰਨ ਵਿੱਚ ਮੁਸ਼ਕਲ ਹੋਣ ਤੋਂ ਬਚਣ ਲਈ, ਏਜੰਟ ਤੋਂ ਬਚਣ ਲਈ ਛਿੱਟਿਆਂ ਨਾਲ ਲੇਪਿਆ ਹੋਇਆ, ਅਤੇ ਫਿਰ ਵੈਲਡਿੰਗ ਵਿੱਚ।
3: ਸਟੀਲ ਪਲੇਟ ਦੀ ਸ਼ਕਲ ਗੁੰਝਲਦਾਰ ਹੈ, ਵਿਗਾੜ ਅਤੇ ਨੁਕਸਾਨ ਦਾ ਕਾਰਨ ਬਣਨਾ ਆਸਾਨ ਹੈ, ਕ੍ਰਮਵਾਰ ਗੈਲਵੇਨਾਈਜ਼ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
4: ਕਿਉਂਕਿ ਸਟੀਲ ਪਲੇਟ ਅਸ਼ੁੱਧੀਆਂ ਦੀ ਸਤ੍ਹਾ ਨਾਲ ਜੁੜੀ ਹੋਈ ਹੈ, ਇਸ ਲਈ ਗੈਲਵਨਾਈਜ਼ਿੰਗ ਤੋਂ ਪਹਿਲਾਂ ਇਸਦਾ ਇਲਾਜ ਕਰਨਾ ਜ਼ਰੂਰੀ ਹੈ। ਸਹਿਯੋਗੀਆਂ ਦੁਆਰਾ ਯੋਜਨਾਬੱਧ ਸਟੀਲ ਜਾਲੀ ਪਲੇਟ ਦੀ ਸ਼ਕਲ ਮੋਟਾਈ ਵਿੱਚ ਇੱਕਸਾਰ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ।
5: ਸਟੀਲ ਪਲੇਟ ਪਲੈਨਰਾਂ ਨੂੰ ਗੈਲਵਨਾਈਜ਼ਿੰਗ ਤੋਂ ਪਹਿਲਾਂ ਅਤੇ ਬਾਅਦ ਵਿੱਚ ਮਕੈਨੀਕਲ ਤਾਕਤ ਵਿੱਚ ਤਬਦੀਲੀ ਅਤੇ ਗੈਲਵਨਾਈਜ਼ਿੰਗ ਤੋਂ ਬਾਅਦ ਸਟੀਲ ਪਲੇਟ ਦੀ ਰੀਪ੍ਰੋਸੈਸਿੰਗ 'ਤੇ ਵਿਚਾਰ ਕਰਨ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।
ਪੋਸਟ ਸਮਾਂ: ਅਗਸਤ-04-2022